要点
自分でカスタムインソールを作る工程は3つのステップに集約されます。ガイド付きの問診からErgono3Dで プリント対応のSTLを生成し、TPU用にスライスし、家庭用のFDM機でプリントする — そして装着テストをして 反復します。信頼できる出発点となるプロファイルは、TPU 95A、インフィル20%のジャイロイド、リトラクション オフです。プリント後はブリムを切り取り、エッジを丸め、トップカバーを追加します。多くの1足は数時間で 仕上がります。
本当の利点はループにあります。STLは編集可能なままなので、装着のフィードバックがパラメータの微調整と 再プリントに変わります。Ergono3Dは設計のステップです — 設計ツールであって、診断や治療ではありません。 確定した医学的診断がある場合は、まず専門家の評価を受けてください。
主なポイント
- ラボの連鎖ではなく、3つのステップ。 STLを生成し、家庭用のFDM機でプリントし、装着する — 石膏型も産業用機材も不要です。
- 既知のTPUプロファイルから始めましょう。 TPU 95A、ノズル235 °C、ベッド55 °C、インフィル20%のジャイロイド、25〜50 mm/s、リトラクションオフが信頼できるベースラインです。
- 硬度を用途に合わせましょう。 クッション性と敏感な足には85A、終日のバランスの取れた着用には90A、荷重下での安定性とオーバープロネーション制御には95Aです。
- 後処理は省略できません。 ブリムを切り取り、エッジを丸め、トップカバーを追加します — プリントされたTPUシェルが構造部分で、カバーは足が触れる部分です。
- ソフトウェアのように反復しましょう。 STLは編集可能なままなので、装着のフィードバックがパラメータの微調整と、フィラメント代だけで済む再プリントに変わります。
- 治療ではなく、設計ツール。 Ergono3Dはガイド付き入力とパラメトリック設計でSTLを生成します。確定した医学的診断がある場合は、まず専門家の評価を受けてください。
DIYのカスタムインソールは、難しく考える必要はありません。Ergono3Dのようなパラメトリックなインソール設計プラットフォームを使えば、専門的な訓練も高価な機材もなしに、数分でプリント対応のSTLを生成できます。
「カスタムインソール」についての最大の誤解は、作るのが難しいに違いないという思い込みです — 専門家が手作業で削り出し、石膏型から成形し、クリニックで圧着して、ラボに送る、というように。公平を期して言えば、多くの場所では今もそれが従来のプロセスの実情です。
一般的な従来型カスタムインソールの一組は、次の工程を経ます:
- 足の評価のためにクリニックを受診する
- 石膏、フォームボックス、または専用スキャナーで足の形状を採取する
- データをラボに送る
- 技師がCNCまたは手作業で型を作り、トップカバーと仕上げを加える
- 完成品を受け取るまで数日 — あるいは1〜2週間 — 待つ
このプロセスは遅いだけではありません。技師個人の経験に大きく依存しており、技師が違えば履き心地の異なるインソールができ上がることもあり、一貫性を保証するのは困難です。機材は高価で、人件費も高く、ワークフローは複雑です。
今日では、状況は本当に変わりました。自宅の3Dプリンターがあれば、あの長い従来型の工程は3ステップに凝縮されます:
Ergono3Dなら、あなた専用のインソールを — ソフトウェアのアップデートのように — 時間とともに改善し、本当にしっくりくるまで仕上げられます。
4人の実際の使用者 — そして彼らが調整する点。
カスタム3Dプリントインソールは、画一的な製品ではありません — その下にある足に合わせて形を変えます。よくある4つの使用者プロフィールについて、最初の数回の反復がどのようなものかを紹介します。
ハイアーチの10Kランナー
長距離走の後に、足底筋膜炎タイプのかかとの痛みとして現れることが多いです。ハイアーチは地面からの衝撃を中足部に分散させず、かかとと前足部に伝えてしまいます。
DIYの調整 → TPU 95A · アーチ高さを上げる · ヒールカップを深くする。最初のプリントでほとんどのユーザーに合います。完璧なフィットには2〜3回の反復を。
活動別の設計 →12時間シフトの看護師
長時間シフトの人は、まずアーチの疲労と前足部の灼熱感を感じます。立ち仕事用のインソールには、運動向けの硬さではなく、クッション性と均一な圧分散が必要です。
DIYの調整 → TPU 85A · 中足骨パッド:あり · 中程度のアーチ高さ。シフト終わりの熱感がなくなるまで前足部のパッドを反復調整します。
カスタムインソールが効く理由 →内側に倒れ込むコートスポーツ選手
靴底の外側が摩耗し、着地時に足首が内側に倒れ込みます。横方向のサポートがないと、この負荷は連鎖的に膝や股関節へと伝わります。
DIYの調整 → TPU 95A · 内側ヒールスカイブを追加 · 後足部内反ポストを追加 · 外側フランジを上げる。
コートスポーツ向けインソール設計 →扁平足のオフィスワーカー
運動性能ではなく、終日の快適さを求めています。扁平足は、午後半ばまでに腰の張りや内くるぶしの疲労を伴うことがよくあります。
DIYの調整 → TPU 90A(バランス型)· アーチ高さを上げる · 内側フランジを上げる · アーチ長の比率を長くする。
パラメータ用語集 →必要なもの。(確認は約30秒)
- TPUをプリントできる自宅用FDM 3Dプリンター
- TPUフィラメント — 95A(ほとんどの用途に推奨)
- スライサーソフト — Bambu Studio / OrcaSlicer / Cura(いずれか1つ)
- Ergono3Dで生成したSTLファイル
Ergono3DでSTLを生成する。
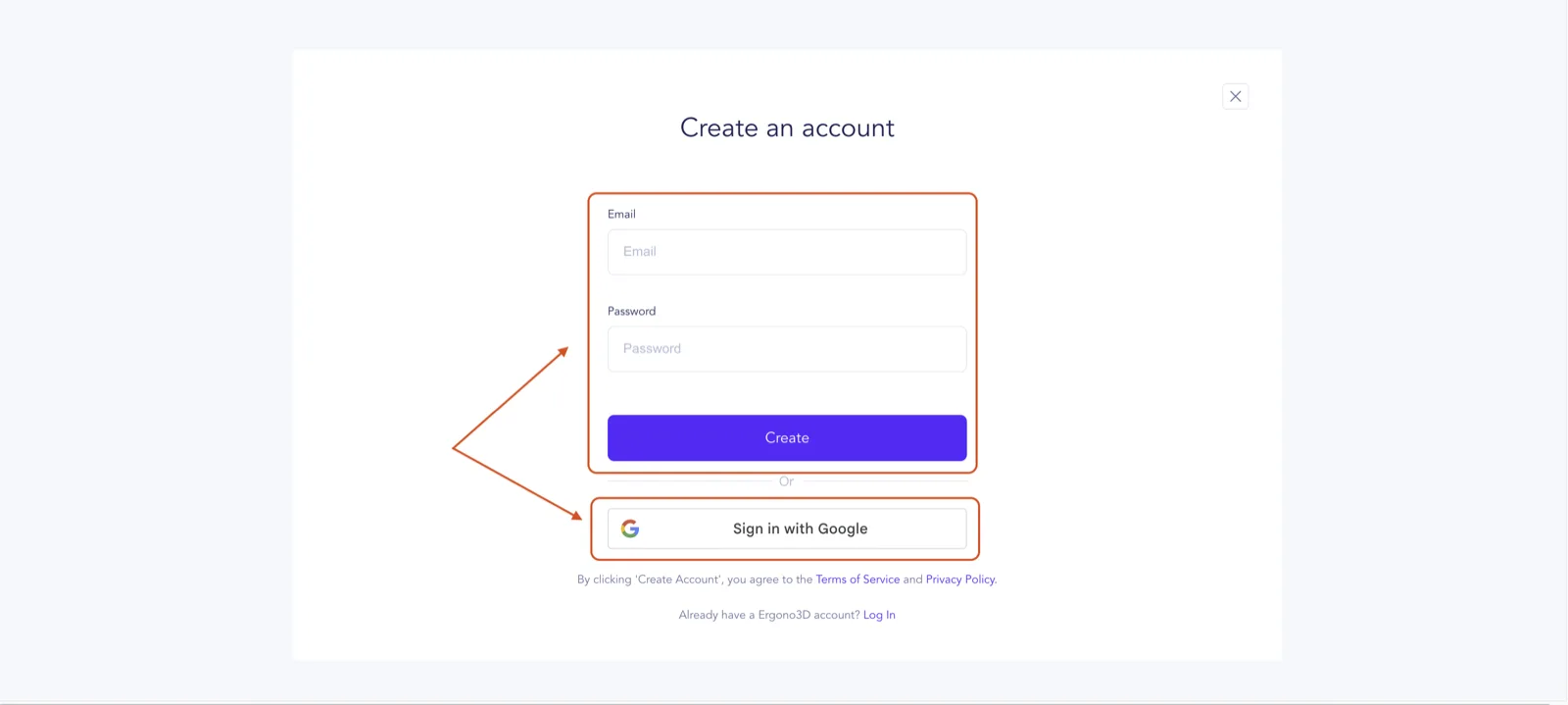
ergono3d.com を開き、右上のSign up(登録)をクリックします。
メールアドレスとパスワードで直接登録するか、Googleアカウントで続行できます。
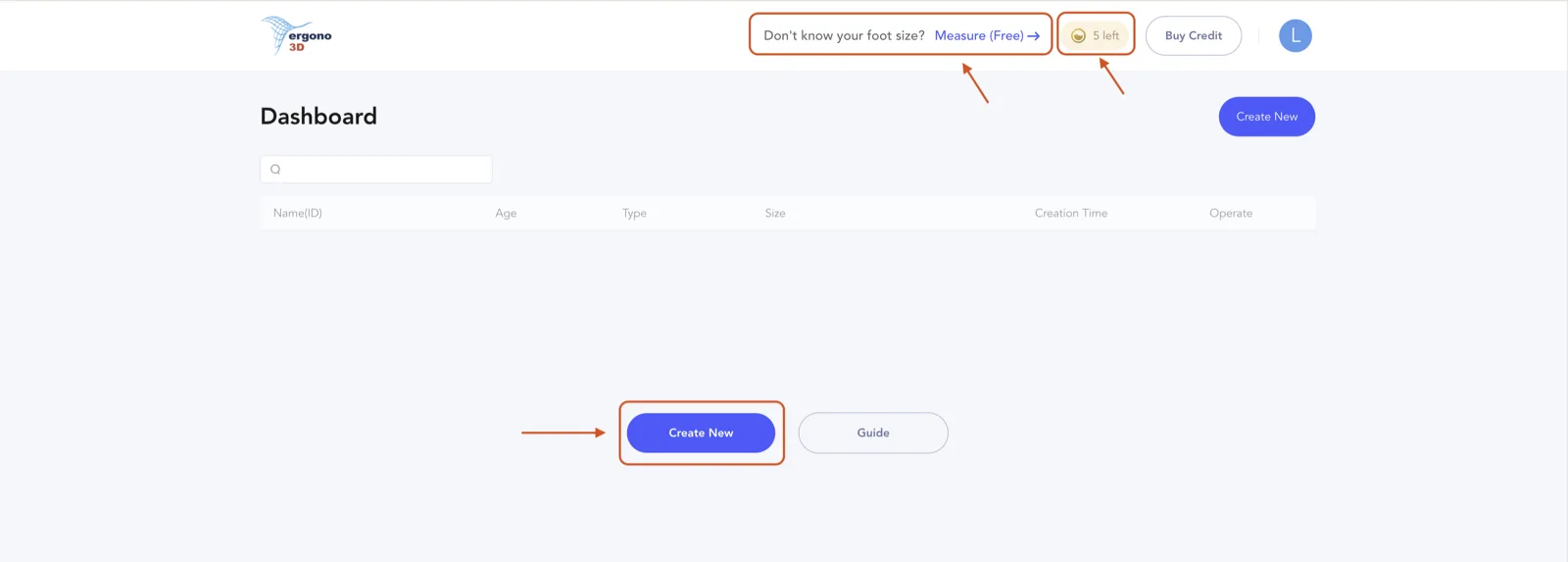
新規アカウントにはすべて5回の無料プレビュークレジットが付きます。Create New(新規作成)をクリックして設計を始めます。靴のサイズが分からない場合は、ダッシュボードからリンクされている無料の足測定ツールを使ってください — ergono3d.com/measure を開き、A4またはUSレターを選び、用紙の上に立って、つま先からかかとまで濃いペンで足の輪郭をなぞります。
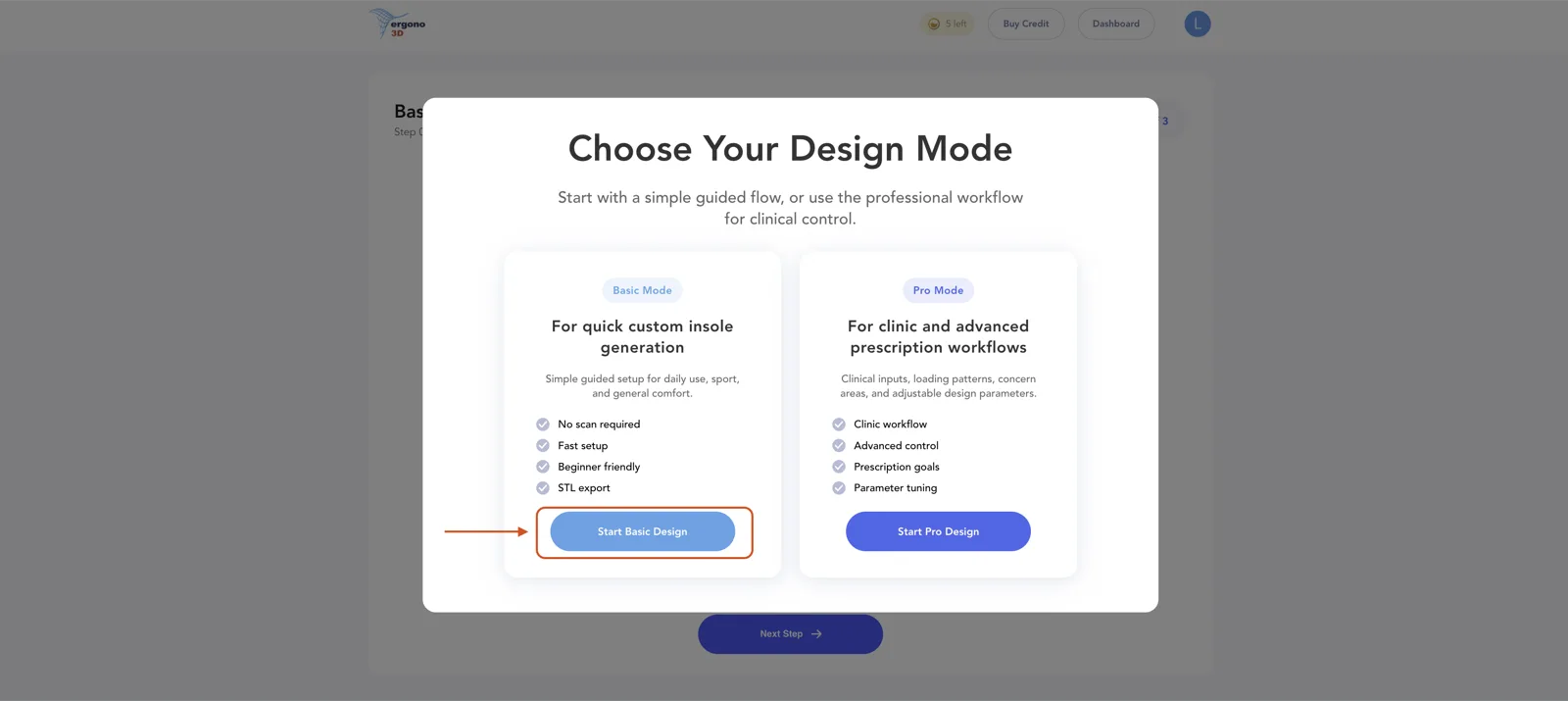
設計モードを選びます。最初の一組にはBasic designを選んでください — ガイド付きの問診に沿って進み、プリント対応のSTLを生成します。
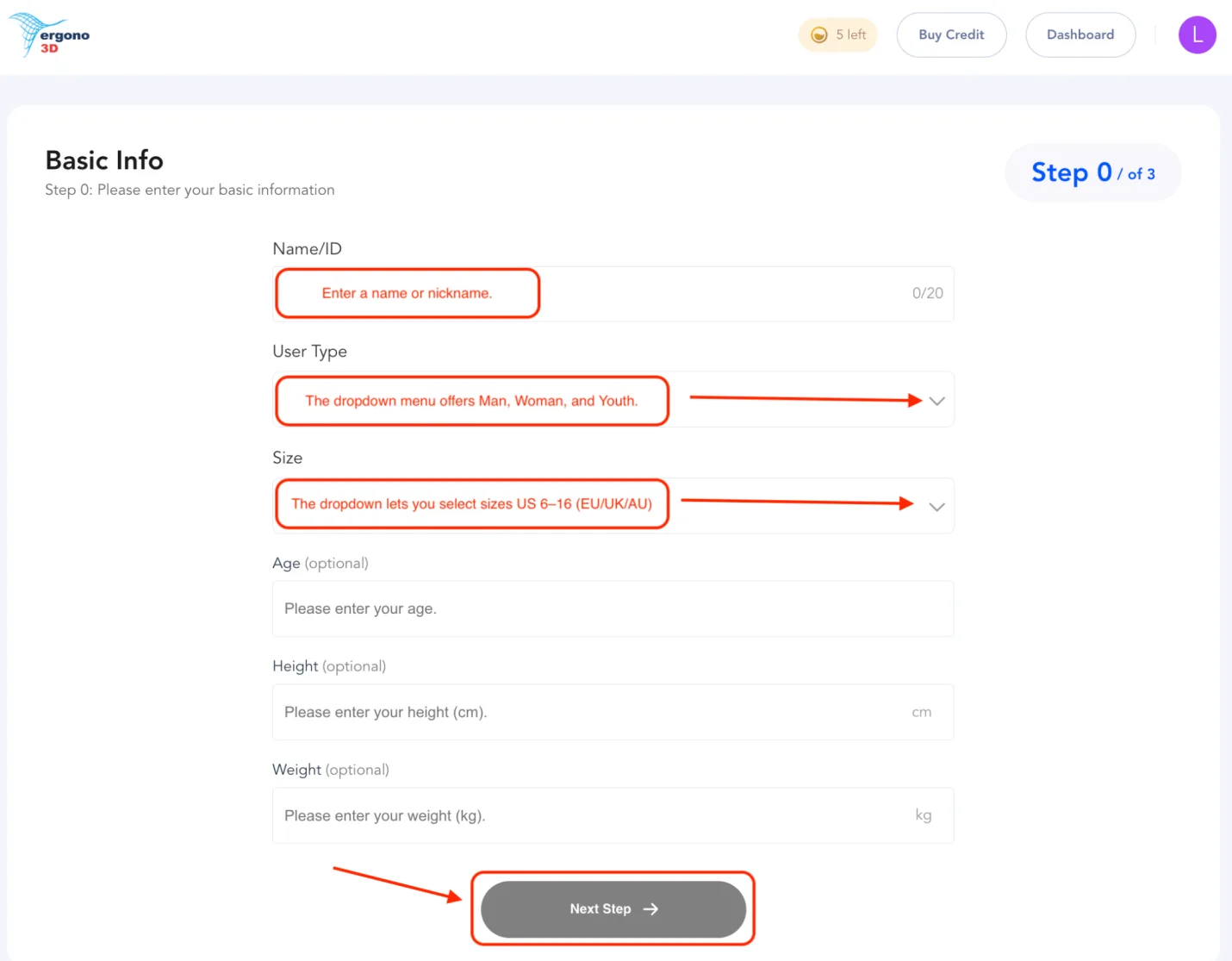
この一組のための名前またはIDを入力します — ニックネームでも番号でも構いません。ユーザータイプ(メンズ / レディース / ユース)とサイズ(EU / UK / AU — US 6〜16をカバー)を選びます。年齢、身長、体重は任意ですが、フィットの調整に役立ちます。Next(次へ)をクリックします。
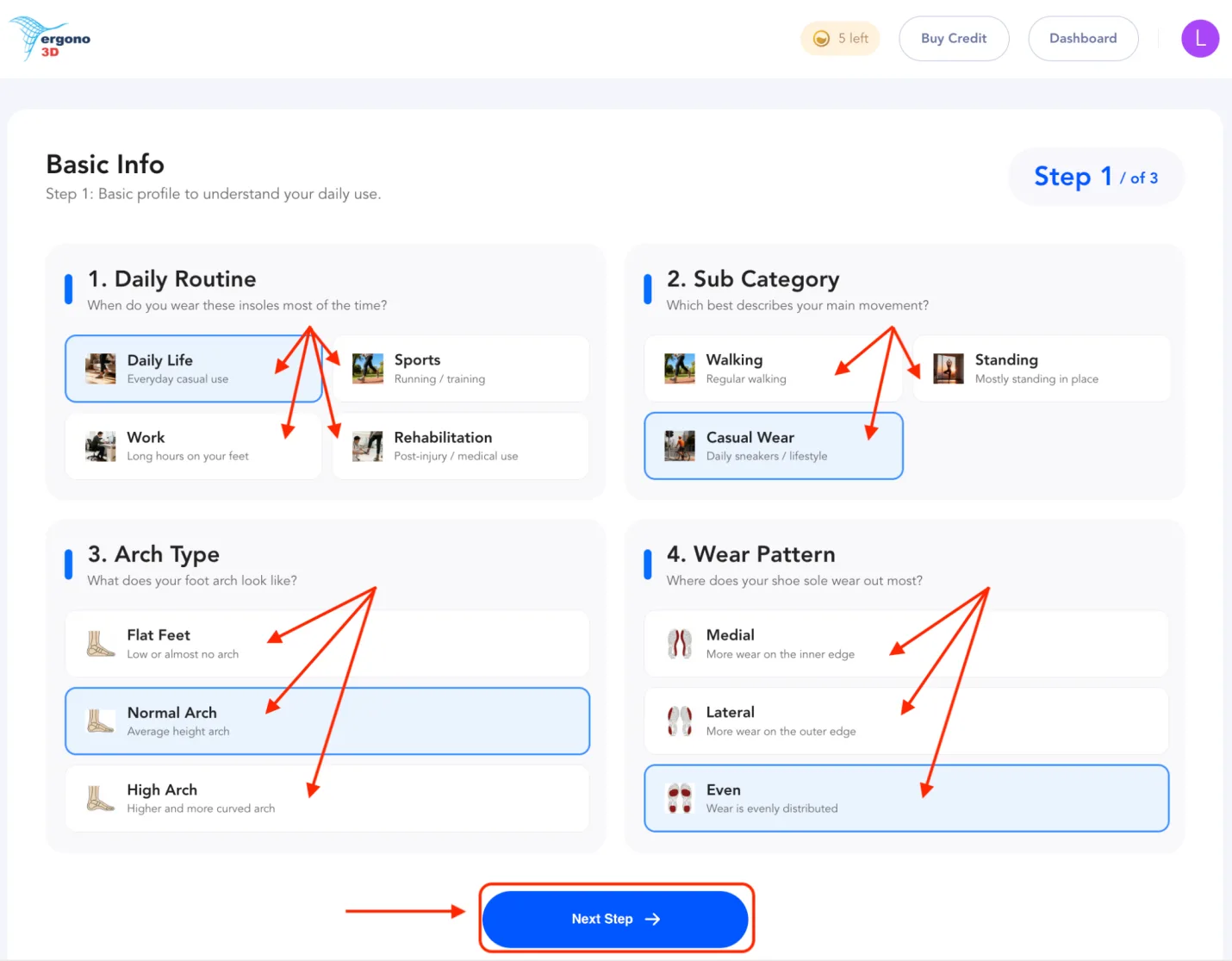
日常の活動(日常生活 / スポーツ / 仕事 / リハビリ)とサブカテゴリ(歩行 / 立ち仕事 / カジュアル着用)を選びます。アーチタイプ(扁平足 / 正常なアーチ / ハイアーチ)と、現在の靴底の摩耗パターン(内側、外側、または均等)を選択します。Next(次へ)をクリックします。
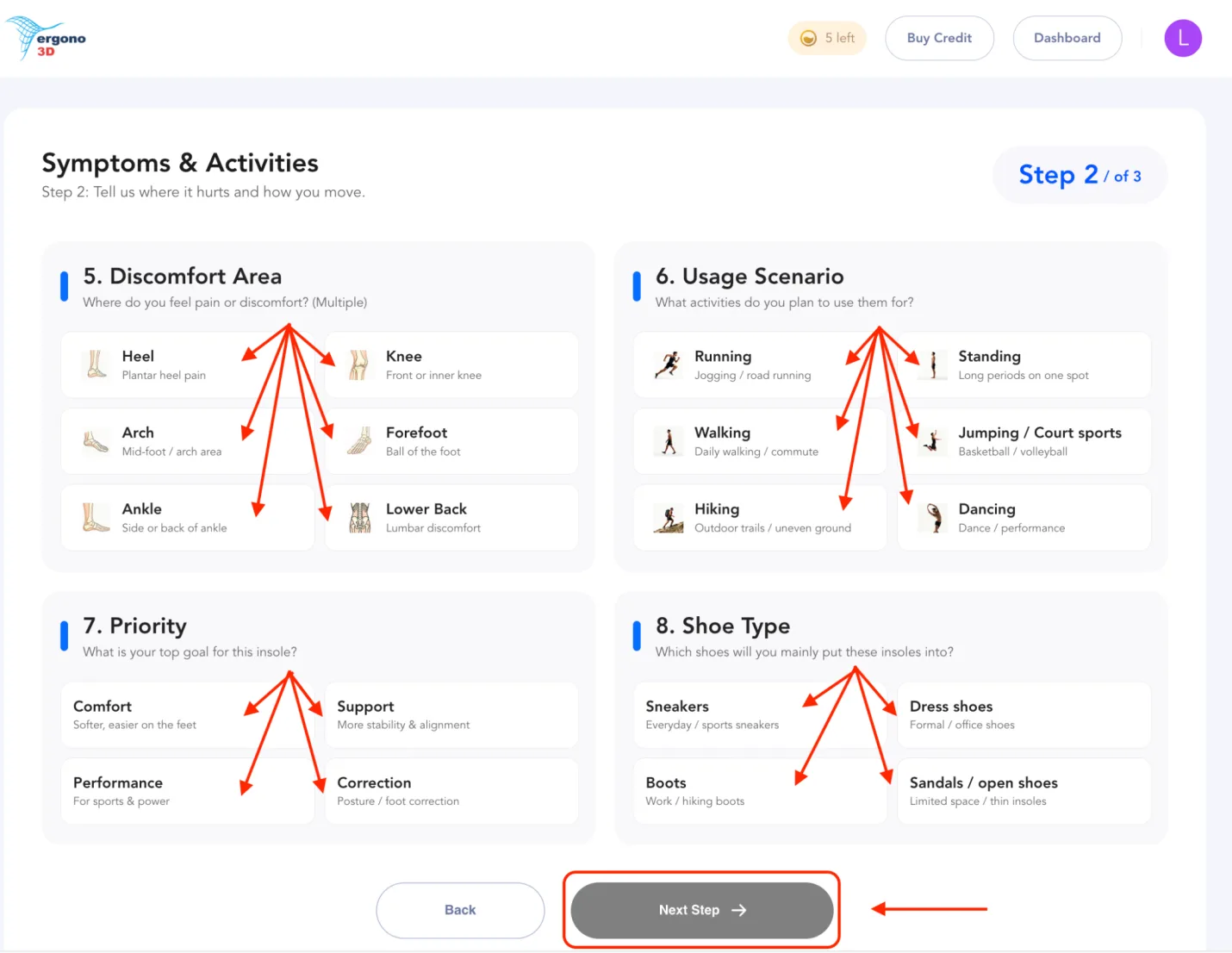
違和感の部位(かかと / 膝 / アーチ / 前足部 / 足首 / 腰)を複数選択します。この一組の優先度(快適さ / サポート / 性能 / 補正)を設定します。着用する使用シーン(ランニング / 立ち仕事 / 歩行 / コートスポーツ / ハイキング / ダンス)と、入れる靴のタイプ(スニーカー / ドレスシューズ / ブーツ / オープンシューズ)を選びます。Next(次へ)をクリックします。
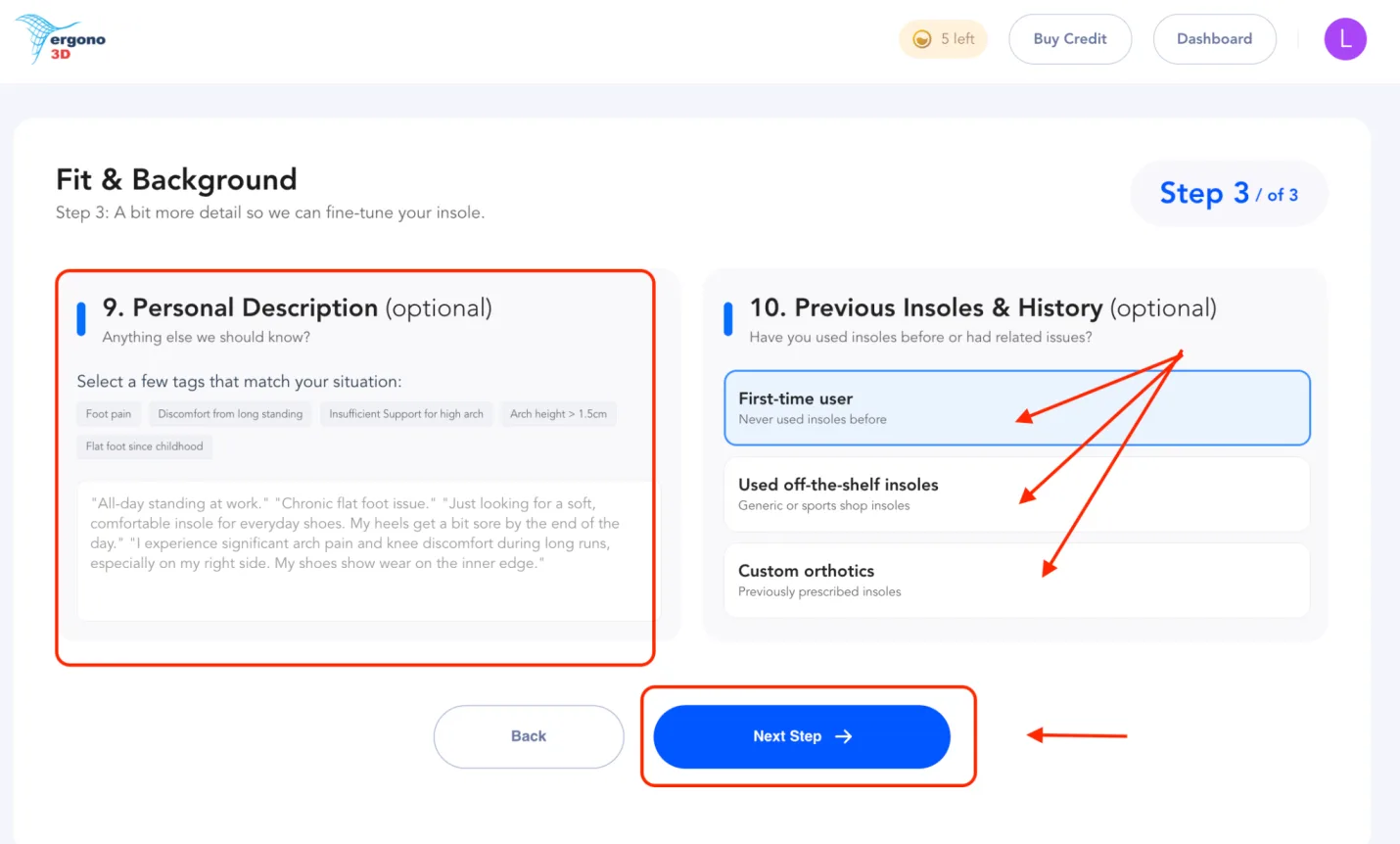
任意で個人的な説明を追加できます — これまでの質問でカバーされなかった、知っておくべきことは何でも。次にインソール歴を教えてください:初めて使う、既製のインソールを使ったことがある、または以前にカスタム足底装具を使ったことがある。Next(次へ)をクリックします。
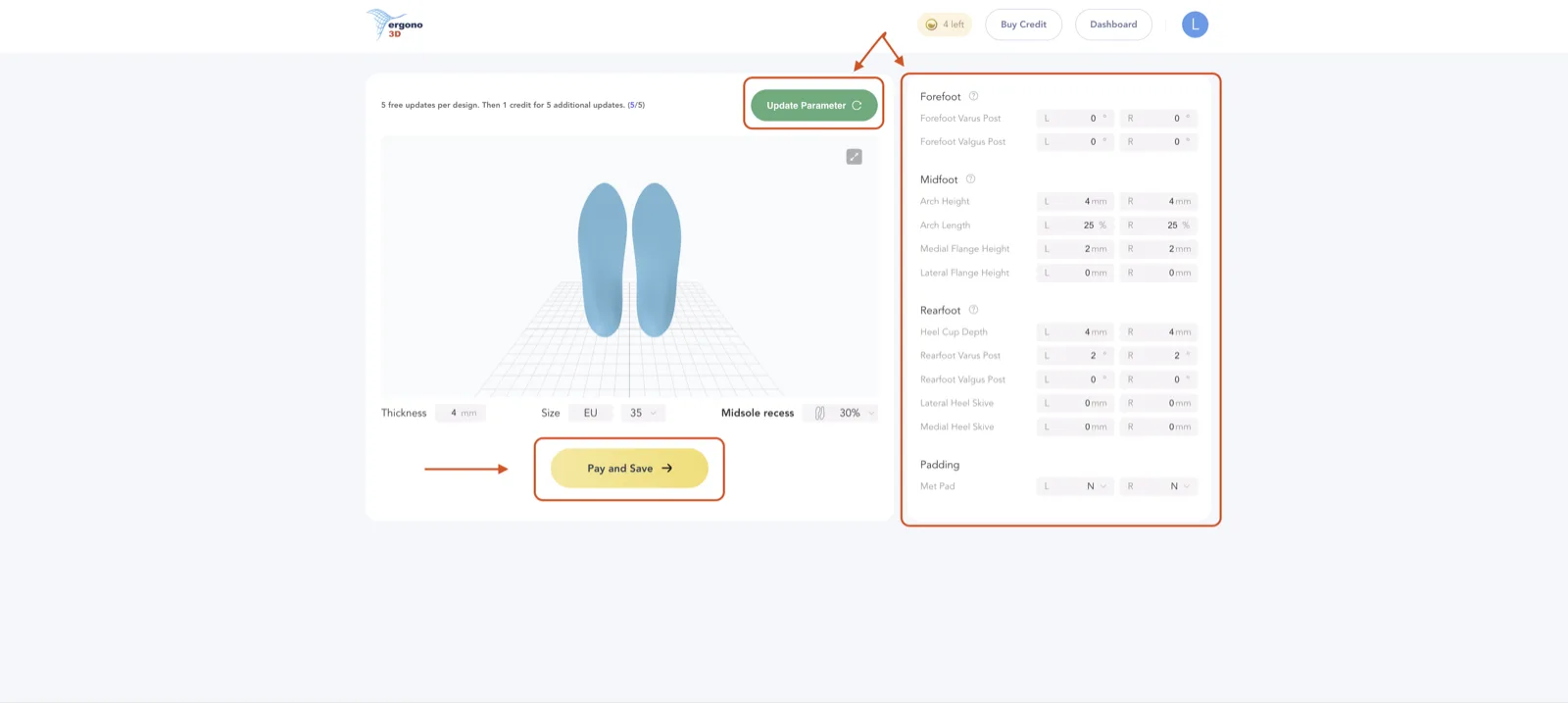
あなた専用にパーソナライズされたインソールのSTLが完成しました。この画面では次のことができます:
- STLをダウンロード&保存(画面左下)— 残りのクレジットで支払い、ファイルをコンピューターに保存します。
- 右パネルで詳細パラメータを微調整 — 前足部ポスティング、アーチ形状、ヒールカップ、スカイブ、中足骨パッドを細かく制御できます。全リストは下記。
- パラメータを更新 — 調整後はUpdate parameters(パラメータを更新)をクリックして再生成します。同じ画面で全体の厚み、ミッドソールの掘り込みの変更や、サイズの選び直しもできます。
保存して支払うと、ファイルはダッシュボードに届きます。固定されるわけではありません — 保存したインソールはどれも編集可能なままなので、Operate(操作)列からいつでも反復を続けられます。
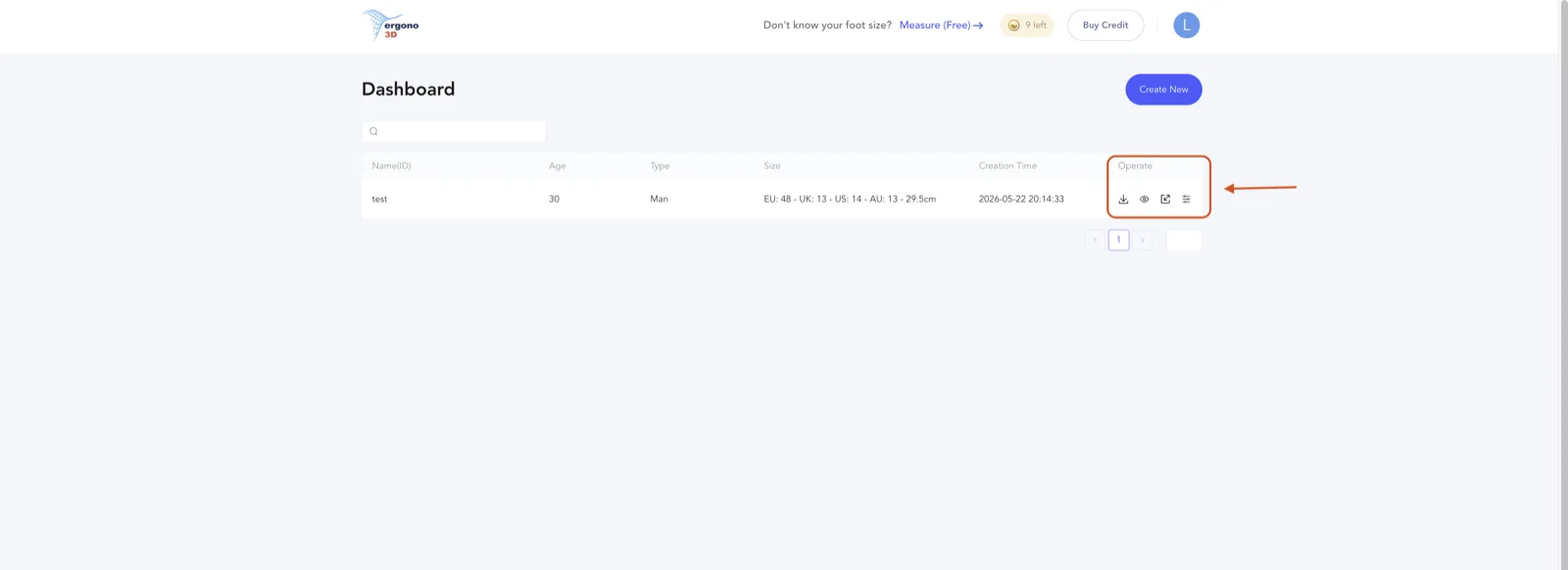
Operate(操作)列の4つのアイコン、左から右へ:
- STLをダウンロード — プリント可能なファイルをコンピューターに保存します。
- オンライン3Dプレビュー — プリント前にブラウザでインソールを確認します。
- スケーリング調整 — スケーリングパネルを開きます(下記参照)。
- パラメータ編集 — 詳細パラメータパネルを再び開いて微調整します。編集可能な項目は、上に示したリストとまったく同じです。
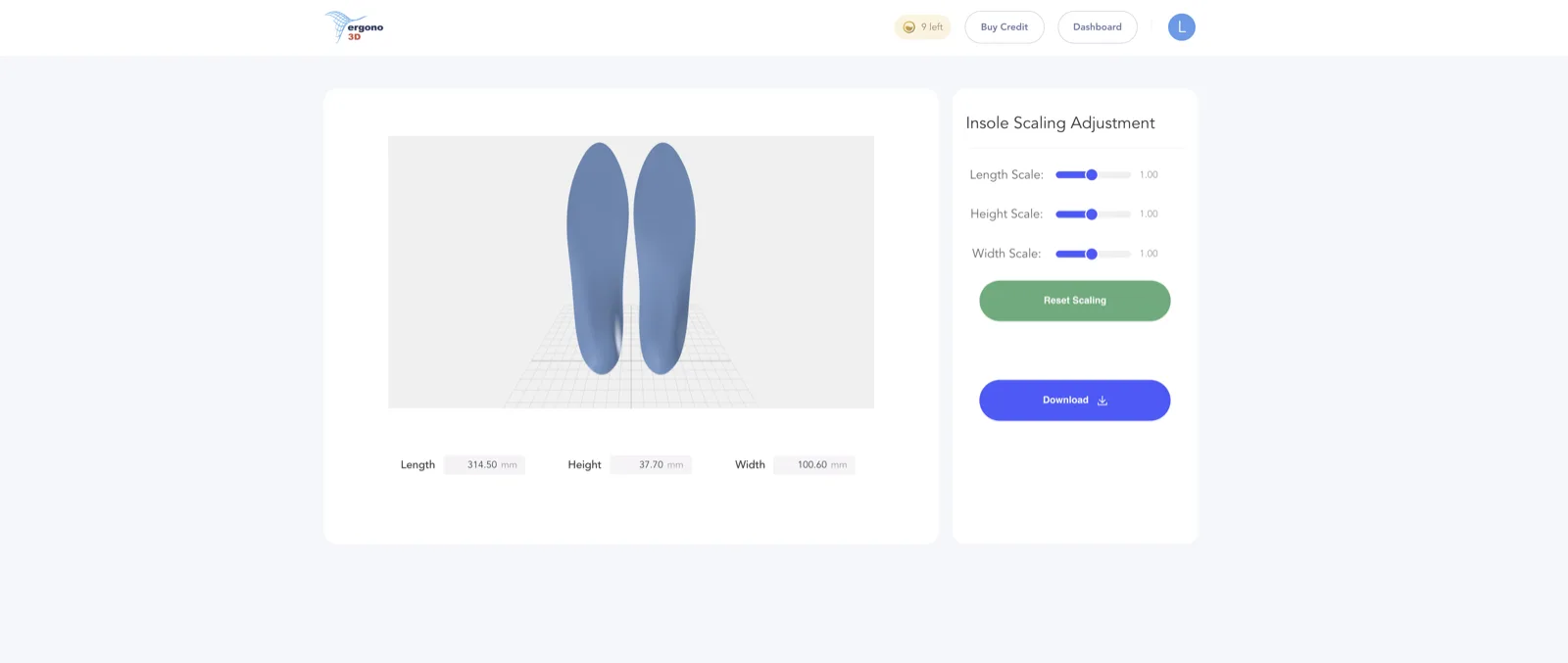
インソールのスケーリング調整ページでは、3つのスライダー — 長さスケール、幅スケール、高さスケール — で全体の寸法を微調整できます。3Dプレビューはリアルタイムで更新され、この画面から直接、リスケールしたSTLをダウンロードできます。
ファイルをダウンロードして満足できたら、次のステップに進みます。
スライサー設定を行う。
STLをスライサーに読み込んだら、TPU 95A向けのこの初心者向けで信頼できるベースラインプロファイルを使ってください:
| 設定項目 | 推奨値 |
|---|---|
| nozzle_temp | 235℃(範囲:220〜250℃) |
| bed_temp | 55℃(範囲:45〜60℃) |
| max_volumetric_speed | 3.2 mm³/s |
| print_speed | 25〜50 mm/s |
| infill_pattern | ジャイロイド |
| infill_density | 20% |
| retraction | 0 mm(オフ) |
| cooling_fan | 最大100% |
TPU 85Aと90Aの設定については、料金ページの全プリント設定表 →をご覧ください — あるいは、より詳しいTPU素材ガイドをお読みください。
プリントをクリック。
プリント中に注意すべきことが2つあります:
- 1層目がビルドプレートに定着していることを確認します。 定着しない場合は、止めてやり直してください — 1層目の失敗は、プリント全体の失敗を意味します。
- プリント途中で激しい反りが見えたら、すぐに止めてください。 続行すれば、ほぼ確実に部品を台無しにします。
ほとんどの場合、プリンターの速度とインフィル密度にもよりますが、インソール一組は数時間で完成します。
プリント後の仕上げ。
- インソールを取り外し、(あれば)ブリムをハサミで切り取ります。
- 小さなハサミや紙やすりで、縁を優しく丸めます — 特に、鋭い縁が擦れやすいかかと周りを。
- トップカバー層を追加します — EVAフォーム、Poron、または布 — 快適さ、汗の管理、摩擦の制御のために。
活動別のトップカバーの選び方: 衝撃吸収にはPoron(ランニング、バスケットボール、コートスポーツ);終日の快適さにはEVAフォーム(一日中の立ち仕事、歩行、オフィス着用);ドレスシューズには穴あきレザーまたは布(かさばらず、通気性が良い)。足が敏感な場合(例:扁平足、足底筋膜炎タイプの圧迫)は、薄い布よりも厚めのPoronのほうが快適に感じることがあります。
装着テストのフィードバック。 任意ですが、強くおすすめします。
次のバージョンの履き心地を良くしたいなら、3つのメモで十分です:
- 高すぎる、または擦れると感じる箇所: 前足部 / 内側アーチ / 外側アーチ / かかとの縁
- サポートの感触: 硬すぎる / 柔らかすぎる / ちょうど良い
- 疲労や当たりが最初に出る箇所: かかとの痛み / アーチの疲労 / ふくらはぎの張り / 膝の違和感 / 靴の中の擦れる箇所
フィードバック → 次の反復での調整。 この表は、「どう感じたか」と「再プリント前に何を変えるか」をつなぐ実用的な橋渡しです:
| 感じたこと | ゾーン | 次の反復での調整 |
|---|---|---|
| かかとの当たりまたは擦れ | 後足部 | ヒールカップ深さを減らす |
| 足底筋膜炎タイプのかかとの痛み | 後足部 | ヒールカップ深さを増やす · TPU 85Aに柔らかくする |
| 長時間の立ち仕事後のアーチの疲労 | 中足部 | アーチ高さを増やす |
| アーチが高すぎる / 鋭い圧迫感 | 中足部 | アーチ高さを減らす |
| ランニング中の前足部の灼熱感 | 前足部 | 中足骨パッド:あり · トップカバーの厚みを上げる |
| 靴の中でインソールが滑る | 全体 | 全体の厚みまたはミッドソールの掘り込みを減らす |
| 足首が内側に倒れ込む(オーバープロネーション) | 後足部 | 内側ヒールスカイブを追加 · 内反ポストを追加 |
| 膝やすねに違和感が出始める | 後足部 | 後足部ポストの角度を確認 — 強すぎる可能性あり |
| シェル全体が硬すぎると感じる | 材料 | 次のプリント:TPU 85Aまたは90A · インフィル密度を下げる |
| シェルが柔らかすぎる / 潰れる | 材料 | 次のプリント:TPU 95A · インフィル密度を上げる |
各パラメータはインソール設計パラメータガイド →で詳しく解説しています。
すぐに効く対処法。失敗の90%はここで起きます。
- 反り · ベッドから剥がれる ブリムを大きくします。ベッド温度を少し上げます。ビルドプレートにスティックのりやマスキングテープを使います。
- 糸引き TPUは湿気に弱いです。温度が高すぎる可能性があります。リトラクションが最適でない可能性があります。まずフィラメントを乾燥させてください — これで糸引きの大半は解決します。
- 表面の気泡 · 穴 フィラメントが湿っています。まず乾燥させてください(食品乾燥機やオーブンで65℃で4〜6時間)。
- 層の接着が弱い プリントが速すぎる、ノズル温度が低すぎる、または冷却ファンが強すぎます。速度を落とし、温度を少し上げ、ファンを弱めます。
- 縁が足に擦れる 手作業で縁を丸めます。次のバージョンでは、より滑らかな縁の移行を持つ形状を選びます。
- 硬すぎる インフィル密度を下げます。ウォール数を1つ減らします。次の生成でより柔らかい構造を選びます。
- 柔らかすぎる インフィル密度を上げます。ウォールを増やします。次の生成でよりサポート力のあるバージョンを選びます。
- アーチが高すぎると感じる(足底筋膜炎パターン) 次の反復でアーチ高さを減らします。足がアーチの圧迫に敏感な場合は、アーチの下でより柔らかい圧縮感を得るために、TPU 85Aも試してみてください。
- 靴の中でかかとが滑る その靴に対してインソールが厚すぎます。全体の厚みを減らすか、ミッドソールの掘り込みを増やしてかかとの収まりを下げます。ブリムが完全に切り取られ、縁が丸められていることを確認します。
Ergono3Dを試して、パラメトリック制御とSTLエクスポートで自分だけのカスタムインソール設計を生成しましょう。無料プレビュー — 5クレジット、カード不要。
3Dプリントインソールについてよくある質問。
インソールを1ペア3Dプリントするのにどれくらい時間がかかりますか?
目安:1ペアあたり数時間、プリント速度とインフィル密度によります。本ガイドのスライサー設定からのおおまかな見積もりでは、遅めの設定(25 mm/s・ジャイロイドインフィル20%)では5〜6時間に近づき、速めの設定(50 mm/s)では2.5〜3時間に近づきます。最初に設計とスライス準備、最後に後処理を加えると、STLから装着可能なペアまで、合計の所要時間はおおむね半日です。
カスタムインソールを1ペアプリントするのにいくらかかりますか?
材料費はわずかです — TPUフィラメントは主要サプライヤーで通常$30〜40/kg程度で販売されており、1ペアにはスプールのごく一部しか使いません。設計は新規アカウントの5回の無料プレビュークレジットから始められます(さらに必要な場合は現在の料金を料金ページでご確認ください)。トップカバー(材料により数ドル)を追加します。総額は、従来のクリニック製カスタム足底装具で一般的な$300〜600のごく一部に収まります。
インソールに最適なTPUの硬度はどれですか — 85A、90A、95A?
85Aが最も柔らかく、クッション性、長時間の立ち仕事、足が敏感な方に最適です(足底筋膜炎タイプのかかとの痛みには85Aが合うことが多いです)。95Aはより硬く、荷重下での安定性、ランニング、オーバープロネーションの制御に最適です。90Aはその中間で、一般的な用途向けです。よくある出発点は95Aで、最初のプリントが硬すぎると感じたら90Aや85Aに下げます。
→ より詳しい素材分析:インソール向けTPUガイド3Dプリントインソールは足底筋膜炎、扁平足、ハイアーチに良いですか?
これらはまさに、画一的なフォームインサートよりも、パーソナライズされたシェルから最も恩恵を受ける足のタイプです。足底筋膜炎タイプのかかとの痛みには、深めのヒールカップと中程度のアーチ高さから始めます。扁平足には、内側フランジのサポートと長めのアーチ長の比率を優先します。ハイアーチには、アーチ高さを足に近づけて合わせ、前足部のパッドを加えて荷重を分散します。確定した医学的診断がある場合は、必ず臨床家に相談してください。
→ 足のバイオメカニクスの背景:カスタムインソールが大切な理由3Dプリントインソールとカスタム足底装具 — 何が違いますか?
従来のカスタム足底装具は、臨床家が石膏型やスキャンから製作し、1〜2週間かかり、費用はおよそ$300〜600です。Ergono3Dによる3Dプリントインソールは、パラメトリック設計(型取りなし)から始まり、数時間でプリントでき、費用はそのごく一部です。トレードオフとしては、従来の足底装具は臨床的な権威性と保険適用の可能性を伴い、3Dプリントインソールはより速い反復サイクルと低コストを提供します。
→ 詳しい比較:フォームインサートを超えてTPUインソールを作るのに特別な3Dプリンターが必要ですか?
いいえ — ノズル220〜250℃、ベッド45〜60℃に達するエントリーモデルのFDMプリンターで十分です。Bambu、Prusa、Creality、Anycubic — 一般的な家庭用プリンターはどれもTPUをプリントできます。ダイレクトドライブ式エクストルーダーは、ボーデン式よりもTPUを安定して扱えます(フィラメントの座屈が少ない)。ヒートベッドは必須ですが、エンクロージャーは不要です。検討に値するアップグレードが1つあります:柔軟フィラメント向けに設計されたノズルです — TPU向けに作られた耐摩耗性や内径のなめらかなノズルは、多くのエントリーモデルに付属する標準の真鍮ノズルよりも、この素材を安定して扱えます。
3DプリントTPUインソールはどれくらい持ちますか?
寿命は体重、活動の強度、使用頻度、TPUの硬度によって変わりますが、非アスリート的な強度での一般的な日常使いであれば、約18か月が妥当な目安です。激しい運動での使用や体重が重い場合はこれより短くなり、軽い使用ではより長くなります。多くのユーザーは用途別に複数ペア(ランニング用、仕事用、リカバリー用)をプリントして使い分け、それにより各ペアの寿命が延び、さらに活動に合わせてインソールを最適化できます。重要なのは、あなたのSTLはErgono3Dアカウントに保存され続けることです:1年後でも、同じファイルを無料で再ダウンロードでき、同じ設計をさらに反復することもできます。再プリントにかかるのはTPUフィラメント代だけなので、長期的な交換は非常に低コストです。
ランニング、バスケットボール、その他のスポーツ用にインソールを3Dプリントできますか?
はい — そして活動別の設計は、パラメトリックインソールの最大の利点の1つです。ランニングには前足部のクッション性とヒールカップの深さが必要です。バスケットボールやコートスポーツには、切り返しや着地のための横方向の安定性(内側ヒールスカイブ、後足部ポスト)が必要です。ハイキングは長い一日にわたってアーチサポートを優先します。Ergono3Dの問診で活動の項目を使い、装着フィードバックに基づいて反復してください。
→ 活動別の設計:なぜ1つのインソール設計がすべての活動に合わないのか